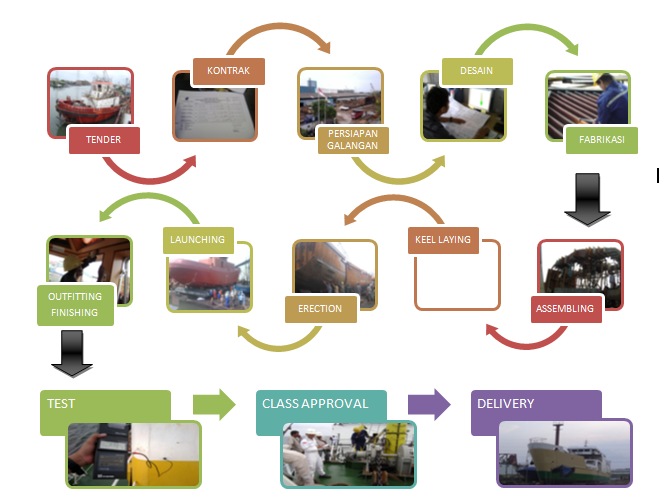
Sebelum semua proses produksi benar-benar dilaksanakan, sebuah awalan kerja pembangunan atau pengerjaan proyek biasa didahului dengan sebuah tender. Perusahaan yang menjalankan proyek adalah perusahaan yang telah dipilih dan dipandang sesuai dengan keinginan owner untuk melaksanakan proyek pembangunan kapal. Atau owner yang secara langsung memesan ke pihak perusahaan galangan untuk mengerjakan sebuah proyek pembangunan kapal. Alur proses kegiatan produksi pada Galangan dapat dilihat pada bagan dibawah ini:
1.1 Tender
Proses ini merupakan kegiatan awal dimana owner membuka penawaran umum kepada beberapa perusahaan galangan yang akan mengerjakan proyek pembangunan kapal. Perusahaan galangan yang diaanggap capable akan dipilih oleh owner untuk melaksanakan proyek pembangunannya. Dalam hal ini, Galangan memenangkan tender pembangunan kapal pesanan domestik baik dari pihak swasta maupun instansi pemerintah.
1.1 Kontrak
Kontrak kerjasama berisi persetujuan-persetujuan yang disepakati antara pemesan (owner) dengan pihak galangan dalam melaksanakan kegiatan pembangunan. Antara lain sebagai berikut:
- § Persyaratan–persyaratan umum yang ditentukan oleh pengguna jasa (owner’s requirements) yang bersifat mengikat pihak penyedia jasa pemborongan (galangan pembangunan) dalam hal ini Galangan dan pihak pengguna jasa dalam hal ini adalah Kuasa Pengguna Anggaran/Satuan Kerja Pengembangan Sarana Transportasi SDP.
- § Spesifikasi teknis kapal yang akan dibangun yang berisi penjelasan dan penjabaran yang lebih detail menyangkut karakteristik kapal yang meliputi ukuran utama kapal, aspek-aspek kelaikan kapal, keselamatan dan kenyamanan awak kapal, material dan perlengkapan kapal.
- § Gambar Rencana Umum (General Arrangement Plan) merupakan gambaran umum kapal yang akan dibangun.
- § Jadwal waktu penyelesaian pekerjaan yang terhitung sejak dikeluarkannya Surat Perintah Mulai Kerja (SPMK) hingga serah-terima kepada pihak pengguna jasa.
1.2 Persiapan Galangan
Pihak galangan yang telah menandatangani kontrak selanjutnya membuat perencanaan kerja yang berpatokan pada isi kontrak dan mengambil batasan waktu puncak penyelesaian, lalu dihitung mundur hingga didapatkan waktu ideal untuk segera memulai proses produksi. Hal ini akan lebih baik dalam pengaturan waktu sehingga keterlambatan bisa diminimalisir. Seluruh perencanaan ini biasanya ditangani oleh Plan & Production Control Department (PPC Dept) , yang merupakan otak dari sebuah proyek. Berikut ini adalah kegiatan perencanaan yang dilakukan PPC Department antara lain:
- § Pengorganisasian pelaksanaan pekerjaan yang berkaitan dengan penugasan personil terutama pimpinan proyek (Project Engineer) atau Kepala Pelaksana Lapangan yang bertanggung jawab dalam pembangunan kapal, yang meliputi estimasi kebutuhan material dan peralatan berdasarkan daftar kuantitas, jadwal pelaksanaan pekerjaan (time schedule) dan pengaturan jam orang (JO) dan personil lain yang dimiliki pihak galangan maupun diserahkan sebagaian pekerjaan kepada pihak lain (sub-kontraktor) sepanjang masih berada dalam koridor ikatan kontrak.
- § Perhitungan kebutuhan material, perlengkapan dan permesinan kapal. Pengadaan material, perlengkapan dan permesinan baik untuk persiapan pembangunan maupun untuk kapal. Pengadaan material, perlengkapan serta permesinan untuk kapal selanjutnya sesuai persetujuan pengguna jasa dan disetujui oleh Klasifikasi
- § Persiapan bengkel kerja (shop), area kerja & perakitan (site) & building berth menyangkut penyiapan bengkel-bengkel kerja hingga building berth dimana konstruksi kapal akan di ereksi membentuk blok-blok.
- § Pembuatan Network Planning dan Time Schedule yang berkaitan dengan rencana kerja, pembidangan dan penugasan staff, serta penyusunan jadwal penyelesaian pekerjaan agar tidak melampaui batas waktu yang telah disepakati dalam Kontrak.
Selanjutnya adalah pembuatan Time Schedule yang mengacu pada Main Schedule ( pemesanan/kontrak, fabrikasi, ereksi, peluncuran & pengapungan, delivery). Time schedule tersebut berisi:
- § Umum (general), meliputi:
- Ø Key Plan dan Basic Plan
- Ø Production Drawing
- Ø Pemesanan material
- Ø Pemesanan material paket (mesin induk, mesin bantu, dan lain-lain)
- § Rencana pengerjaan konstruksi baja lambung (hull part), meliputi :
- Ø Mould Lofting
- Ø Marking
- Ø Fabrikasi
- Ø Assembling
- Ø Ereksi (block erection)
- § Rencana pengerjaan konstruksi out-fitting lambung (hull out-fitting), meliputi:
- Ø Pekerjaan perpipaan (hull piping)
- Ø Pemasangan perlengkapan tambat (mooring equipment), jangkar (anchor), permesinan geladak (deck machineries).
- Ø Perlengkapan geladak termasuk perlengkapan penyelamat (safety equipment : live saving & fire fighting system)
- Ø Perlengkapan tangki muat (cargo tank fittings)
- Ø Perlengkapan akomodasi (furniture schedule)
- Ø Peralatan navigasi (navigation equipment)
- § Rencana pengerjaan bagian Permesinan (Machinery Part), meliputi:
- Ø Pemasangan mesin induk (main engine), poros (shaft) dan propeller
- Ø Pemasangan generator (genset) dan mesin bantu (auxiliary engine)
- Ø Pemasangan perpipaan untuk mesin
- Ø Pemasangan perlengkapan untuk kamar mesin (engine room fitting)
- § Rencana pengerjaan bagian Listrik (Electric Part), meliputi:
- Ø Sistem pembangkit tenaga listrik (electric generating plant)
- Ø Pembuatan rangkaian panel (MCB)
- Ø Pemasangan kabel (cable wiring)
- Ø Penyambungan kabel (connection)
- Ø Perlengkapan penerangan (lighting)
- Ø Perlengkapan radio dan sistem navigasi
- Ø Sistem alarm dan komunikasi
- Ø Suku cadang dan perlengkapannya
- § Rencana pengerjaan finishing, pemeriksaan dan pengujian, meliputi:
- Ø Pengecatan (cleaning, primer & schedule painting)
- Ø Inspeksi (welding inspection & water tighness), test (ship equipments & research equipments), dock trial, inclining test dan sea trial.
1.1 Tahap Desain
Berdasarkan dokumen kontrak yang termasuk di dalamnya adalah Owner dan Spesifikasi Teknik serta General Arrangement Plan (GAP) selanjutnya dilakukan pembuatan Rancangan awal (Preliminary Design) yang merupakan pekerjaan pengulangan (Repeated Order) dari kapal-kapal sejenis yang pernah dibangun. Rancangan pengulangan ini tidak mutlak mengikuti rancangan lama akan tetapi dilakukan modifikasi dan penyempurnaan-penyempurnaan sehingga dapat memenuhi seluruh kriteria yang ditetapkan oleh pengguna jasa. Dibeberapa proyek, misalnya pada pembangunan Oil Tanker 3500LTDW pesanan Perusahaan Migas, owner menggunakan jasa konsultan dalam pembuatan gambar desain sehingga pihak galangan hanya bertindak sebagai pelaksana proyek pembangunan. Pekerjaan pada tahap ini banyak dilakukan oleh Engineering Department, termasuk perhitungan stabilitas (preliminary dan inclining). Adapun pekerjaan pokok yang dilakukan pada tahap ini adalah pembuatan Key Plan, Detail Plan, dan Production Drawing Plan.
- Key Plan yang merupakan gambar-gambar utama kapal. Key Plan merupakan output dari proses design kapal yang terdiri atas:
- Rencana Garis (Lines Plan)
- Rencana Umum (General Arrangement Plan)
- Rencana Irisan Melintang Gading Tengah (Midship Section Plan)
- Rencana Profil Konstruksi dan Geladak (Construction Profile and Deck Plan)
- Sekat-sekat melintang (Transversal Bulkheads)
- Perencanaan dalam Kamar Mesin (Arrangement in Engine Room)
- § Detail Plan merupakan pengembangan dari Key Plan, yang mencakup:
- Rencana Konstruksi Body Plan (Landing Body Plan)
- Bukaan Kulit (Shell Expansion Plan)
- Konstruksi Gading Tengah (Midship Construction)
- Konstruksi Kamar Mesin (Engine Room Construction)
- Konstruksi Buritan (Stern Construction)
- Konstruksi Haluan (Bow Contruction)
- Konstruksi Rumah Geladak (Deck House Construction)
- Konstruksi Gading Buritan dan Kemudi (Rudder and Stren Frame Construction)
- § Production Drawing merupakan tahap awal dalam jadwal waktu pelaksanaan pekerjaan dan sudah dilakukan (sebagian gambar; key plan) pada waktu perencanaan untuk tender. Pekerjaan mould loft (gambar skala 1 : 1) untuk rencana garis sudah bisa dilaksanakan dari gambar rencana garis (lines plan) yang sudah disetujui klas. Gambar-gambar ini digunakan untuk disetujui oleh pihak pengguna jasa/pemilik kapal (ship’s owner) dan BKI. Dalam tahapan rancangan (designing stage), disamping dibuatkan gambar-gambar rancangan (key plan, detail plan dan production drawings), juga ditentukan metode pembangunan kapal. Pemilihan metode ini berdasarkan type kapal, ukuran pokok kapal, jumlah kapal yang akan dibangun (series) diatas building berth, program pada galangan kapal. Aspek-aspek ekonomis yang meliputi pembuatan kapal secara keseluruhan. Metode ini sangat tergantung pada:
- – Tipe dan kapasitas perlengkapan dalam bengkel (shops)
- – Ruang kerja yang tersedia (Dock space)
- – Tipe, jumlah dan perlengkapan building berth serta ukuran basin peluncuran / pengapungan
- – Tingkat kerjasama antara galangan ini dengan perusahaan lain (third party) atau institusi rancang bangun dalam meproduksikan bagian-bagian konstruksi kapal. Faktor ini perlu dipertimbangkan bila ada komponen lainnya dibangun di perusahaan lain.
1.1 Fabrikasi
Untuk melakukan fabrikasi material dibutuhkan gambar-gambar produksi yang merupakan pengembangan dari Key Plan dan Detail Plan. Gambar-gambar ini (Production Drawings) adalah gambar-gambar detail per sub-komponen yang merupakan kelanjutan dari Detail Plan setelah diberi informasi teknis untuk pengerjaan di lapangan (bengkel assembling). Gambar-gambar ini dibuat oleh Departemen Rancang Bangun (Engineering). Disamping gambar-gambar produksi ini, juga dibuatkan piece list (daftar komponen) lengkap dengan ukurannya masing-masing. Design/Production Drawing selain digunakan untuk pekerjaan praktis di lapangan, juga untuk mengontrol pekerjaan produksi kapal (production control). Setelah gambar-gambar produksi (production drawings) selesai dibuat, selanjutnya diestimasikan jumlah material yang dibutuhkan untuk pembuatan kapal tersebut yang meliputi:
– Pelat baja lembaran (steel sheet plate for marine use)
– Profil (flat bar, angle section dan rolled section)
– Expanded metal
– Cat (primer, anti corrosion (AC), anti fouling (AF), coating)
– Kayu, vinyl, plywood, dan lain-lain
Pimpinan Proyek (Pimpro) atau Kepala Pelaksana lapangan yang dibantu Wakil Kepala Pelaksana, membuat daftar kebutuhan material ini dan dikoordinasikan dengan bagian pengadaan material (logistics) dan bagian pembelian untuk pengelolaan dan penjadwalan pemakaian material tersebut. Penentuan kebutuhan material ini adalah dengan cara manual, yaitu dengan menghitung:
– Untuk pelat, panjang dan lebar
– Untuk profil, panjang
– Cat, berdasarkan luas permukaan yang akan dicat dengan memperhitungkan jumlah cat yang digunakan satu satuan luas. Faktor pengalaman juga dikaitkan dengan estimasi jumlah cat yang dibutuhkan berdasarkan pemakaian cat pada kapal-kapal yang telah dibangun.
– Jumlah mesin, pompa disesuaikan dengan yang dibutuhkan berdasarkan rancangan (gambar).
– Jumlah kayu dan perlengkapan akomodasi disesuaikan dengan kebutuhan (dihitung dari gambar).
Fabrikasi merupakan tahapan awal dalam proses produksi konstruksi kapal (steel construction), dan menghasilkan sebagian besar komponen yang membentuk struktur kapal tersebut. Jenis pengerjaan dalam proses fabrikasi adalah:
– Mould lofting
– Penandaan (marking);
– Pemotongan (cutting);
– Pembentukan (Roll, Press and bending);
– Sub assembling.
3.5.1 Mould Lofting
Gambar–gambar rancangan (design plans) umumnya digambarkan dengan skala 1 : 50 hingga 1 : 100 sehingga kesalahan akan lebih mudah terjadi bila komponen kapal difabrikasikan secara langsung dalam ukuran sebenarnya. Oleh sebab itu, diperlukan suatu tahapan pengerjaan yang merupakan media antara pekerjaan rancangan dan fabrikasi yang dalam istilah teknik perkapalan disebut sebagai proses mould lofting.

Penandaan (marking)
Marking adalah proses penandaan komponen berdasarkan data dari bengkel Mould Loft, sebelum melakukan pemotongan (cutting) terhadap komponen.Berdasarkan peralatan yang digunakan, marking dibedakan atas:
- Penandaan secara manual (manual marking
- Penandaan dengan metode proyeksi (projection marking)
- Penandaan dengan menggunakan mesin electro photo
- Penandaan secara numeric (numerical controlled marking)
Dengan manual marking, seluruh penandaan penggambaran komponen diatas permukaan material dilakukan secara manual dengan menggunakan peralatan sederhana. Pada projection marking, proses penandaan dibantu dengan peralatan optik sehingga gambar komponen dari bengkel mould loft dapat diskalakan. Sementara Electro Photo Marking (EPM) merupakan pengembangan dari projection marking. Proses marking ini tidak membutuhkan pengerjaan awal (pre-processing) pada pelat baja yang akan di marking, karena sudah menggunakan photo conductive powder (EPM photoner) dan fixative. Sedangkan Numerically Controlled Marking dibantu dengan peralatan komputer (CNC) dimana data inputnya hanya merupakan data numeric. Selama penandaan pelat ini terlebih dahulu dicatat nomor pelat/identifikasi pelat dan dibuat daftar pemakaian dan penempatannya di kapal tersebut (cutting plan) untuk keperluan telusur material (traceability material).
Dalam proses mould lofting, konstruksi kapal digambarkan dengan metode skala 1 : 1 (full scale lofting), 1 : 10 sampai 1 : 25 (reduced scale lofting), di atas lantai gambar yang terbuat dari papan atau plywood. Metode lainnya disebut numerical lofting, yang digunakan untuk proses pemotongan menggunakan mesin CNC. Keuntungan penerapan numerical lofting adalah bahwa data mould lofting tersimpan dalam memori komputer untuk jangka waktu yang sangat lama selama tidak terjadi kerusakan pada data tersebut. Data ini sewaktu-waktu dapat dimanfaatkan kembali bila dibutuhkan untuk membangun kapal dengan tipe dan ukuran yang sama. Pelaksanaan mould lofting untuk konstruksi dapat dilakukan setelah ada gambar lines plan, data offset dan dimensi konstruksi dari bagian Rancang Bangun (engineering) yang sudah disetujui oleh klas. Schedule utama (± 1 bulan) pada tahap ini adalah mendapatkan bentuk gading-gading tiap jarak gading dan selebihnya adalah perbaikan dan bentuk-bentuk lain konstruksi kapal.
Pemotongan (cutting)
Cutting merupakan tahapan fabrikasi setelah penandaan di mana pemotongan dilakukan mengikuti kontur garis marking dengan toleransi sebagaimana yang ditetapkan di dalam rencana pemotongan pelat (cutting plan). Pemotongan dengan oxygen cutting dengan memperhatikan jarak dari nozzle ke pelat agar menghasilkan pemotongan yang efektif dan lose material yang kecil.
Berdasarkan jenis peralatan yang digunakan untuk pemotongan pelat, maka pemotongan dibedakan atas:
- Pemotongan manual dengan menggunakan gas
- Pemotongan otomatis dengan menggunakan gas
Pembentukan (roll, press, dan bending)
Roll, press dan bending merupakan kelanjutan proses fabrikasi dari marking dan cutting. Roll adalah proses pembentukan pelat dimana pelat akan berubah bentuk secara radial dengan tekanan dan gerakan antara dua die (round bar).
Press adalah proses penekanan pelat untuk pelurusan dan perataan permukaan pelat yang mengalami waving. Bending adalah proses pembentukan pelat atau profil hingga membentuk seksi tiga dimensi (frame/profil) sesuai yang dibutuhkan. Metode bending dibedakan menjadi 2 yaitu:
- Pembentukan dingin (cold bending)
Cold bending adalah proses pembentukan pelat atau profil dalam keadaan temperatur normal (suhu kamar) tanpa efek suhu dari luar.
- Pembentukan panas (hot bending)
Hot bending adalah proses pembentukan pelat atau profil dengan bantuan pemanasan dari luar untuk memudahkan pengerjaan pembentukan.
5 Pengelasan ( welding )
Proses pengelasan dilakukan setelah material siap dan telah sesuai dengan gambar disain yang melalui tahap marking dan cutting baik secara manual maupun menggunakan mesin potong CNC. Sistem pembangunan yang menerapkan sistem blok, salah satunya bertujuan agar memudahkan proses pengelasan untuk meminimalkan posisi pengelasan atas ( overhead ) dan lebih mengutamakan pengelasan mendatar. Posisi-posisi overhead yang sulit dijangkau pada saat blok dalam posisi up-side-down selanjutnya akan diselesaikan pada saat blok di sambung dengan blok yang lain dan berada pada posisi bottom up.
Setelah pengelasan selesai dilakukan, pengecekan dilakukan berdasarkan schedule yang sudah ditetapkan oleh PPC Department dengan perincian sebagai berikut:
– Tujuan
Untuk menetapkan sistem pemeriksaan pengelasan ( welding check ) dengan tujuan memastikan persiapan, proses pengelasan dan hasil pengelasan sesuai dengan WSP dan Welding Table.
– Definisi
- WSP : Welding Procedure Specification ( spesifikasi Prosedur Las/SPL).
- Welding Table : Tabel yang berisi, bagian yang dilas, dimensi lasan, model pengelasan dan urutan pengelasan.
– Alat dan material
- WSP
- Welding Table
- Welding gauge
- Meteran ukur
- Marker
– Pelaksana
- QC
– Pelaksanaan
Welding check dilaksanakan mulai pada tahap persiapan sisi material yang akan dilas, proses pengelasan dan hasil penglasan.
– Tahapan pelaksanaan :
- Produksi mengajukan permohonan welding check.
- Dep. SKS menerimma, mempelajari dan mengagendakan permohonan tersebut.
- QC dari Dep. SKS mempersiapkan WSP, Welding Table, alat inspeksi dan keselamatan inspeksi.
- QC melaksanakan inspeksi dengan cara memeriksa/mengukur :
- Kerataan permukaan kampuh las.
- Hi-Low bagian yang akan disambung.
- Gap yang diijinkan
- Panjang bagian yang dilas dan tidak dilas untuk intermitten weld dan staggered weld.
- Lebar deposit las, tinggi deposite las dari base metal dan permukaan las.
- Cacat las
- Visual
- Porosity
- Pin hole
- Crack
- Incomplete penetration
- NDT ( Non Destructive Testing ) jika diperlukan untuk mengetahui ada tidaknya cacat dibawah permukaan.
- Deformasi akibat pengelasan.
- Jika terdapat ketidaksesuaian ( tidak memenuhi standar/toleransi yang diijinkan ), maka dibuat laporan ketidaksesuaian tersebut dan diserahkan ke produksi untuk diperbaiki dan diperikasa kembali oleh QC.
- Apabila hasil pemeriksaan memenuhi WSp, Welding Table dan standar/toleransi yang diijinkan, maka Dep. SKS mengajukan pemeriksaan final dengaan pihak klas dan Owner surveyor. Dibuatkan laporan hasil pemeriksaan final tersebut sesuai FM.QCD-03
– Distribusi Rekaman
- Dept. SKS
- Dept. Produksi/Pimpro
- Surveyor Klas
- Owner Surveyor
– Dokumen Terkait
- Aturan Klas
- Pedoman Standar Kualitas Pekerjaan
- Spesifikasi Kontrak
1.1 Perakitan (Assembling)
Assembling merupakan tahapan lanjutan dari proses fabrikasi. Seluruh material yang telah difabrikasi, baik pelat baja maupun profil-profil (rolled shapes) digabungkan dan dirakit menjadi satu unit tiga dimensi yang lebih besar dan kompak (block). Proses ini didahului oleh proses Sub Assembling yang merupakan tahapan perakitan awal yang fungsinya adalah untuk mengurangi volume kerja diatas assembling jig. Pekerjaan sub assembling meliputi antara lain penyambungan pelat, perakitan pelat dengan konstruksi penguat (stiffener, girder, dan sebagainya), perakitan profil-profil I, T, siku (angle) dsb, yang akan membentuk panel-panel untuk posisi vertikal dan horizontal.
Perakitan komponen dimaksudkan untuk:
- Meningkatkan produktivitas dan memperkecil volume kerja di atas building berth;
- Mempersingkat waktu kerja dengan mengurangi pekerjaan diatas building berth;
- Meningkatkan kemampuan kerja dan keselamatan kerja khususnya untuk pekerjaan out fitting dan pengecatan karena dapat dilaksanakan selama perakitan.
Ukuran blok / seksi yang dirakit sepenuhnya tergantung kepada dimensi kapal yang dibangun serta kapasitas crane pada bengkel assembling. Selain perakitan pelat, dalam bengkel assembling juga dilakukan perakitan komponen out-fitting (perpipaan dan kelistrikan)
1.1 Pemasangan Lunas Pertama (Keel Laying)
Kegiatan Keel Laying merupakan ceremonial yang dilakukan pada setiap proyek pembangunan kapal dengan ketentuan owner dan kesepakatan yang ditandatangani dalam kontrak. Keel Laying dilakukan setelah pembangunan kapal mencapai 1% dari total berat LWT dan dihadiri oleh pihak owner, kontraktor (galangan), dan berbagai pihak yang terlibat dalam proyek pembangunan. Kegiatan simbolik ini ditandai dengan pengelasan pada salah satu bagian pelat keel oleh pihak pemesan (owner).
1.2 Penyambungan Blok (Erection)
Ereksi adalah proses penyambungan blok-blok/seksi konstruksi yang telah dirakit, pada building berth dengan posisi tegak, dengan menggunakan crane. Urutan peletakan blok ditentukan dalam tahapan rancangan. Blok atau seksi pada kamar mesin karena berhubungan dengan pekerjaan konstruksi tongkat kemudi (rudder stock), daun kemudi (rudder), dan poros baling-baling dan parameter untuk penyambungan blok-blok tersebut dipakai blok didaerah parallel midle body (bagian tengah kapal dengan lebar yang sama) sebagai master blok dilanjutkan dengan penyambungan blok-blok atau seksi ke arah haluan dan buritan kapal. Setelah penyambungan blok, dilakukan pengecatan pemasangan zinc anode sebagai pelindung baja lambung dan rudder dari korosi, primer, anti corrosion , dan anti fouling pada bagian lambung yang tercelup air.
1.1 Peluncuran (Launching)
Proses peluncuran dilakukan setelah ereksi fisik kapal telah mencapai lambung dan bangunan atas (stern arrangement, zinc anode, sea chest), Radiographi Test (RT) atau X-Ray terhadap las-lasan yang lokasi dan jumlahnya ditentukan oleh BKI dan tes kebocoran (leak test). Sisa pekerjaan fisik pembangunan selanjutnya diselesaikan dalam keadaan terapung di atas permukaan air.
Berdasarkan tipe bengkel ereksi (building berth), maka metode peluncuran kapal dibedakan atas:
- Metode peluncuran membujur (end launching)
- Metode peluncuran melintang (side launching)
- Metode peluncuran dengan pengapungan (floating launching)
Pada peluncuran membujur dan melintang, kapal biasanya dibangun diatas building berth di atas slipway. Jika kapal dibangun dengan posisi membujur atau sejajar panjang slipway, maka peluncuran dilakukan dengan metode peluncuran melintang.
Sementara pada peluncuran dengan pengapungan, kapal dibangun di dalam dock gali (graving dock) atau galangan terapung (floating dock). Proses pengapungan dilakukan dengan memompa air ke dalam graving dock atau floating dock hingga konstruksi kapal akan terapung dengan sendirinya, selanjutnya pintu dock dibuka (pada graving dock) dan kapal ditarik keluar dari dock dengan bantuan kapal tarik (tug boat).
Peluncuran kapal yang sering diterpakan di galangan pada umumnya adalah metode peluncuran membujur (end launching) dengan menggunakan balon berisi udara ( air bag) untuk kapal jenis tug boat. Metode ini dipandang lebih efisien dan fleksibel karena tidak diperlukan slipway untuk meluncurkan kapal dan building berth yang digunakan untuk membangun bisa dipilih ditempat yang ideal sehingga pemanfaatan tempat digalangan bisa maksimal. Sedangkan untuk Ferry Ro-Ro, launching menggunakan metode side launching.
1.1 Instalasi Permesinan dan Propulsi
3.10.1 Instalasi Permesinan
Instalasi permesinan harus sesuai dengan peraturan badan klasifikasi dan persyaratan keselamatan dari Departmen Jenderal Perhubungan Laut dan Peraturan Pemerintah lain yang berlaku. Instalasi Mesin Induk dan Mesin Bantu (M/E dan A/E) dapat dilaksanakan setelah blok-blok sampai geladak disambung dengan baik. Karena perkiraan kedatangan permesinan tersebut memerlukan waktu lama (melebihi jadwal peluncuran, maka instalasi permesinan tersebut dilaksanakan setelah peluncuran kapal (floating condition) dan setelah melalui prosedur pengujian seperti pengujian di pabrik pembuat (manufacturer shop test). Penyetelan mesin induk ini dengan mempertimbangkan sudut kemiringan poros propeller, persyaratan ketebalan bantalan dudukan mesin (chock fast).
3.10.2 Instalasi Sistem Propulsi
Pada kapal perintis (Coaster) pemasangan poros dan ukurannya sesuai dengan peraturan badan klasifikasi dimana tabung poros terbuat dari cast steel/black steel pipe . Sedangkan pada Tug Boat, sistem propulsi menggunakan tipe SRP ( Steerable Rudder Propeller) dengan instalasi terdiri dari 2 macam, yaitu melalui bottom (bawah) pada saat kapal docking, dan yang tipe kedua melalui atas deck dengan menggunakan crane. Metode pemasangan pertama menggunakan teknik katrol secara perlahan dengan posisi SRP di letakkan dibawah lambung hingga terpasang secara vertikal.
1.1 Instalasi Perlengkapan (Out-fitting & Finishing)
1.1.1 Hull Outfitting
Pemasangan perlengkapan lambung (Hull Out-fitting), yang terdiri dari:
- (Loading/Unloading lines yaitu pemasangan pipa untuk pengaliran keluar masuknya methanol dari pelabuhan (kilang methanol) ke dalam kapal.
- Venting yaitu suatu pipa yang berfungsi sebagai ventilasi yang letaknya di atas tangki kapal.
- Pemasangan sebagian pipa.
- PV Valve System yaitu katub yang berfungsi untuk menyekat atau mengeluarkan gas bertekanan dari tangki.
- Sounding System yaitu system pengukuran volume tangki.
- Access Trunk dan Ladder yaitu tangga masuk ke tangki methanol di lambung kapal atau tangga yang menghubungkan dasar lambung kapal dengan main deck panel.
- Pump House yaitu ruang pompa
- Main Deck dan Tank Top manhole yaitu lubang untuk masuk dan keluarnya orang yang berada diatas geladak utama
- Manhole Hatch yaitu tutup dari lubang manhole.
- Bollard yaitu tempat menggulungnya tali penambat.
- Vertical Ladder yaitu tangga yang berbentuk vertical
- Saveall Tray yaitu tempat jalannya kabel listrik.
- Fender Eye Ligs yaitu lubang yang terletak di pagar untuk jalannya tali guna menambat didermaga.
- Pump Foundations yaitu pondasi pompa yang berada di dalam pump house.
- Watertight Doors yaitu pintu kedap air yang berfungsi sebagai pintu keluar masuknya ruang pompa.
- Lovres yaitu jendela kedap air yang terdapat di ruang pompa.
1.1.2 Instalasi Sistem Perpipaan
Peralatan dalam sistem perpipaan terdiri dari pipa, katup (valve), flen, filter, fitting, pompa, dan lain-lain. Jadwal pemasangan sistem perpipaan ini dimulai setelah penyambungan antar block. Sistem perpipaan ini dimulai setelah penyambungan antar block. Sistem perpipaan pertama yang dipasang adalah sistem bilga dan ballast, sea chest dan cross pipe-nya dan sistem ini terpusat di kamar mesin dan selanjutnya sistem pipa pendingin, pemadam kebakaran dan lain-lain. Tahapan instalasi pipa mulai dari persiapan muka las, penyetelan (fit-up), dan pengelasan. Penyambungan antar pipa dengan flen harus memperhatikan perapihan las-lasan di sekitar flen dan ujung pipa yang disambung, digerinda agar tidak menambah hambatan aliran fluida dan mengurai tingkat laju korosi di daerah tersebut. Fungsi dan kekedapan katup di tes secara individu sebelum disambung dengan sistem perpipaan. Untuk pompa dilakukan tes kapasitas dan head-nya sesuai dengan aturan pengujian tekanan.
1.1.3 Instalasi Sistem Kelistrikan dan Navigasi
Jaringan listrik dan panel-panelnya mulai dipasang setelah peluncuran kapal dan bertahap mengikuti pemasangan blok rumah kemudi (Wheel House : BN). Instalasi peralatan dan perlengkapan navigasi mengikuti panduan teknisi dari pabrik pembuat / supplier dan dilaksanakan setelah instalasi blok rumah kemudi dan sebagaian interiornya. Penetrasi kabel-kabel yang menembus sekat dibuat rapih dan kedap.
1.1.4 Instalasi Peralatan Perlengkapan Geladak
Instalasi-instalasi ini mencakup:
– Jangkar, rantai, dan tali temali
– Mesin Jangkar (Hydraulic System)
– Peralatan tambat
– Peralatan Kemudi (Hydraulic dan manual untuk emergency)
– Perlengkapan Komunikasi dan Navigasi GMDSS
- VHF Radio
- MF/HF Radio
- INMARSAT-C MES
- Radar Transporder
- NAVTEX Receiver
- EGC Receiver
- Two-way VHF Receiver
Serta dilengkapi dengan GPS, Echosounder, dan berbagai peralatan charting dan navigasi manual ( Jangka, peta, kaca pembesar, dll).
– Perlengkapan Keselamatan
- Sekoci Penolong (lifeboat)
- Rakit Penolong (liferaft)
- Gelang Pelampung (lifebuoy)
- Baju Penolong (lifejacket)
- Peralatan Pelempar Tali Otomatis
- Dan Peralatan lain yang memenuhi persyaratan.
– Perlengkapan Pemadam Kebakaran
– Instalasi lampu-lampu penerangan di tiap deck dan ruangan
– Instalasi lampu-lampu navigasi sesuai ketentuan COLREG.
1.1.5 Finishing Painting
Sebelum pelat dan profil digunakan pada proses fabrikasi terlebih dulu di sunblasting dengan standar 2,5 SA dan dicat primer (dengan alat spray) ketebalan 25 mikron. Semua permukaan pelat lambung dan geladak terbuka harus di shot blast/ dibersihkan sebelum pelaksanaan pengecatan.
Cat yang digunakan adalah dengan mutu yang baik jenis marine spesifikasi teknis cat maupun teknis pelaksanaan pengecatan harus sesuai dengan rekomendasi dari pabrik pembuat cat yang digunakan dengan menggunakan alat spray atau alat lain yang sesuai.
Merk, jenis dan warna dari cat yang digunakan harus mendapat persetujuan terlebih dahulu dari pihak pemesan, sebelum order dilaksanakan.
Khusus bagian dalam dari tangki minyak harus benar-benar bersih dan dilap dengan minyak.
Ketebalan dari setiap lapisan harus sesuai dengan standar pembuat cat yang dugunakan.
Keterangan dari istilah jenis cat:
S = Sealer
AF = Anti Fouling Paint
FP = Finishing Paint
TE = Tar Epoxy Paint
AC = Anti Corrosive Paint (epoxy/tar epoxy type)
HR = Heat Resistance Paint
IO = Iron Oxide Paint
BT = Boot Topping Paint
DP = Deck Paint
RL = Red Lead
AP = Acid Proof Paint
CT = Coaal Tar
BS = Bitumen Solution
HB = High Build epoxy-taste and odorless
Tangki ballast di cat dengan 2xHB (tanpa pengujian dan sertifikasi).
Dalam pengecatan AF, pihak Kontraktor wajib dengan teliti menyesuaikan dengan rencana atau jadwal pengapungan kapal.
1.1.1 Penyelesain Interior
Jadwal pelaksanaannya setelah instalasi saluran kabel (cable tray), perpipaan dan saluran udara (ducting) selesai. Kriteria isolasi seka-sekat ini mengikuti spesifikasi material dari spesifikasi teknis dan peraturan yang berlaku. Pekerjaan pada tahap ini adalah pemasangan interior tiap ruangan akomodasi, pelapisan dinding (lining & ceilling) dan pelapisan geladak (deck covering).
1.1 Pengujian (Test)
Di bawah ini merupakan sample dari runtutan kerja dari Departemen Quality Control yang dibuat untuk sebuah kapal Dalam pelaksanaannya ITP dikenal dengan Inspection Test Plan dibuat dan disetujui oleh Badan Klasifikasi beserta Owner pada saat acara Keel Laying. ITP ini juga dapat berubah sesuai dengan kebutuhan dari pembangunan kapal itu sendiri serta regulasi yang berkaitan. Adapun beberapa penjelasan dari Tes di atas antara lain:
3.12.1 Material Inspection
Juga biasa disebut dengan Identifikasi Material. Identifikasi material dilaksanakan pada material yang akan dipasang di kapal berdasarkan pada sertifikat material (pelat, profil, bahan, peralatan, dan perlengkapan), mill certificate, dan sertifikasi bahan. Jika suatu material belum bersertifikat maka akan diajukan surat permohonan sertifikasi material ke Biro Klasifikasi.
3.12.2 Percobaan Dok (Dock Trial)
Sebelum pelaksanaan percobaan berlayar (sea trial), percobaan dok harus dilakukan terlebih dahulu sesuai persyaratan dari badan klasifikasi. Percobaan dok meliputi:
– Percobaan mesin induk dan mesin bantu
– Percobaan pompa-pompa dan perlengkapan kamar mesin lainnya
– Kemudi dan mesin kemudi
– Load test, Crane ( Tes Beban Batang Muat)
3.12.3 Sea Trial
Item pemeriksaan dan pengujian pada saat sea trial :
- Progressive Speed Test
– Tujuan
Untuk mengetahui kecepatan kapal pada beberapa kondisi kekuatan mesin.
– Pelaksanaan
Uji coba kecepatan akan dilaksanakan sesuai dengan keyentuan nilai revolusi mesin induk, RPM dan dilakukan untuk searah arus dan berlawanan arus pada kondisi 25% MCR, 50% MRR, 75% MCR, NCR, 100% MCR, 110% MCR.
- Steering Gear Test
– Tujuan
Untuk mengetahui kinerja permesinan kemudi
– Pelaksanaan
- Secara Elektro-Hidrolik
Kapal dioperasikan dan melaju pada kondisi 100% MCR, kemudian kemudi digerakkan sesuai dengan kondisi sebagai berikut :
Midship – 35P – 30S – 35S – 30P – 35P – Midship
- Secara Kemudi Manual
Kapal dioperasikan dan melaju pada kondisi mesin 50% MCR, kemudi digerakkan sesuai kondisi sebagai berikut :
Midship – 15P – 15S – 15P – Midship
- Turning Circle Test
– Tujuan
Mengetahui diameter minimum putaran kapal
– Pelaksanaan
Ketika kapal melaju pada kondisi 90% MCR, kemudi kapal digerakkan kearah kanan ( start board ) 35° dan dipertahankan sampai kapal berputar 360° dari perjalanan semula.
Untuk putaran kearah kiri ( port side ) dilaksanakan dengan cara yang sama.
- ZIG – ZAG Manuver Test
– Tujuan
Untuk mengetahui kemampuan olah gerak kapal.
– Pelaksanaan
Kapal melaju kedepan pada kondisi NCR. Kemudi diputar 20° kearah kanan (start board side) dan dipertahankan sampai haluan kapal berubah 20° dari arah semula, kemudian secara segera putar kemudi 20° kearah kiri ( port side ), kemudian segeera putar lagi kemudi 20° kearah kanan ( start board side ) dan tahan sampai haluan kapal mencapai 20° kearah kanan ( start board side ), kemudian putar lagi kemudi 20° kearah kiri ( port side ) dan tahan sampai haluan kapal kembali kearah seperti dimulainya percobaan.
Untuk operasi gerakan dari 20° kiri ( port side ) dilaksanakan sama dengan diatas, tetapi dimulai dari 20° kiri ( port side ).
- Wiiliamson Turn Test
– Tujuan
Untuk mengetahui besar pergeseran kapal dan diameter kapal dalam proses manoeuver penyelamatan.
– Pelaksanaan
Kapal dioperasikan dengan 100% MCR, kemudi diputar 20° kearah kanan ( start board ) sampai haluan kapal berubah 60°, kemudian diputar kearah kiri ( port side ) sampai haluan berubah 180°.
- Reversing Trial
– Tujuan
Untuk mengetahui perubahan kelurusan arah kapal saat mundur.
– Pelaksanaan
Kapal dijalankan mundur selama 3 menit pada kondisi 75% MCR. Saat mundur kemudi dipertahankan pada kondisi center.
- Stoping Test
– Tujuan
Untuk mengetahui jarak tempuh pamberhentian peluncuran.
– Pelaksanaan
Ketika kapal melaju kedepan pada 100% MCR, mesin diberhentikan sampai kapal berhenti.
- Crash Stop Astern and Crash Stop Ahead Test
– Tujuan
Untuk mengetahui jarak tempuh pemberhentian balik.
– Pelaksanaan
- Crash Stop Astern ( perjalanan balik kebelakang )
Ketika kapal melaju lurus pada kondisi NCR, mesin utama diturunkan sampai putaran minimum, kemudian kapal dioperasikan mundur dengan puteran mesin utama dinaikkan sampai dengan 50% MCR.
II. Crash Stop Ahead ( perjalanan balik kedepan )
Setelah kapal melaju dengan stabil ke belakang pada kondisi 50% MCR, mesin utama diturunkan sampai putaran minimum, kemudian kapal dioperasikan maju dengan putaran mesin utama dinaikkan sampai NCR.
- Spiral Test
– Tujuan
Untuk mengetahui gerakan menghindar kapal.
– Pelaksanaan
Kapal dioperasikan pada kondisi NCR, kemudi digerakkan 15° kearah kanan ( start board ), 10°S, 5°S, 3°S, 1°S, 0°, 1°P, 3°P, 5°P, 10°P, 15°P, 10°P, 5°P, 3°P, 1°P, 0°, 1°S, 3°S, 5°S, 10°S, dan 15°S.
- Low Speed Effective Rudder Test
– Tujuan
Untuk mengetahui gerakan kapal pada kecepatan rendah.
– Pelaksanaan
Kapal dioperasikan pada kecepatan ± 5 knot, kemudi digerakkan 35° S/P, 20° S/P, dan 15° S/P sampai haluan kapal berubah 90°.
- Anchor Lowering and Hoisting Test
– Tujuan
Untuk mengetahui kinerja permesinan jangkar.
– Pelaksanaan
Kapal dibawa keperairan yang relative tenang, sebelum dimulai pengetesan kapal dihadapkan kearah datangnya angin. Test dilaksanakan pada kedalaman tidak kurang dari 28m.
- Endurance Trial & Fuel Consumption Measurement
– Tujuan
Untuk mengetahui karakteristik mesin dan konsumsi pemakaian bahan bakar.
– Pelaksanaan
Endurance trial dilaksanakan selama 2 jam pada kondisi CSR dan 4 jam pada kondisi 100% MCR untuk mengetahui karakteristik mesin. Selama endurance, dilaksanakan juga pengukuran paemakaian bahan bakar mesin untuk referensi.
m. Vibration Measurment Test
– Tujuan
Untuk mengetahui besarnya getaran yang diterima oleh badan kapal.
– Pelaksanaan
Putaran mesin ditentukan sesuai kebutuhan, vibration meter diukur pada tempat-tempat yang telah ditentukan ( deck, badan kapal, akomodasi ) dan pada tempat yang dianggap perlu dan kesemuanya diukur pada kondisi CSR dan MCR.
- Noise Level Measurement
– Tujuan
Untuk mengetahui kebisingan tiap ruang dan untuk mengetahui kemampuan isolasinya.
– Pelaksanaan
Saat kapal berjalan pada kondisi NSR semua pintu dan jendela pada tiap kamar dan ruangan ditutup.
- Torsional Vibration Test
– Tujuan
Untuk mengetahui besarnya tegangan yang ditimbulkan oleh getaran akibat putaran mesin utama.
– Pelaksanaan
Percobaan dilaksanakan pada beban mesin 10% sebelum critical engine speed sampai 10% setelah critical engine speed dan dilaksanakan pengukuran setiap 2 RPM.
- Bow Thruster Test
– Tujuan
Untuk mengetahui kemampuan unjuk kerja propeller bow thruster.
– Pelaksanaan
Dengan kondisi kapal diam dan dihadapkan kearah angin dengan posisi kemudi ditengah, bow trushter dioperasikan secara penuh untuk merubah haluan kapal sampai 90° dan balik putaran bow thruster u tuk memutar kapal kearah startboard.
3.12.4 Percobaan Kemiringan (Inclining Test)
Percobaan kemiringan (inclining test) dilakukan untuk mengetahui berat dan letak titik berat kapal kosong. Perhitungan stabilitas dilakukan kembali berdasarkan hasil inclining test tersebut, selain perhitungan stabilitas saat perhitungan awal (preliminary). Percobaan ini dilakukan menurut prosedur yang dibuat oleh kontraktor (galangan) dan disetujui oleh Pemberi Tugas (owner). Pelaksanaanya harus dihadiri oleh Marine Inspector, Konsultan pengawas, dan pemberi tugas atau wakilnya yang ditunjuk.
1.1 Persetujuan Kelas dan Sertifikasi (Class Approval & Sertification)
Setelah dilakukan pengujian diatas dan kapal dinyatakan memenuhi seluruh persyaratan sebagaimana ditetapkan dan disetujui oleh badan klasifikasi yang telah dipilih, maka selanjutnya dibuatkan penggambaran akhir sesuai pembangunan (As Built Drawings) untuk memperoleh sertifikasi class dan sebagainya serta memperoleh persetujuan badan klasifikasi tersebut.
1.2 Delivery
Serah terima kapal dilakukan ditempat sesuai yang ditetapkan dalam kontrak. Serah terima dilaksanakan sesuai rencana dalam jadwal pelaksanaan pekerjaan (time schedule) dan direncanakan tidak lebih dari 450 hari kalender. Mobilisasi kapal ke tempat serah terima menjadi tangung jawab pihak galangan.


